
- คู่มือแนะนำ
- แผนผังฟังก์ชัน
ฟังก์ชัน
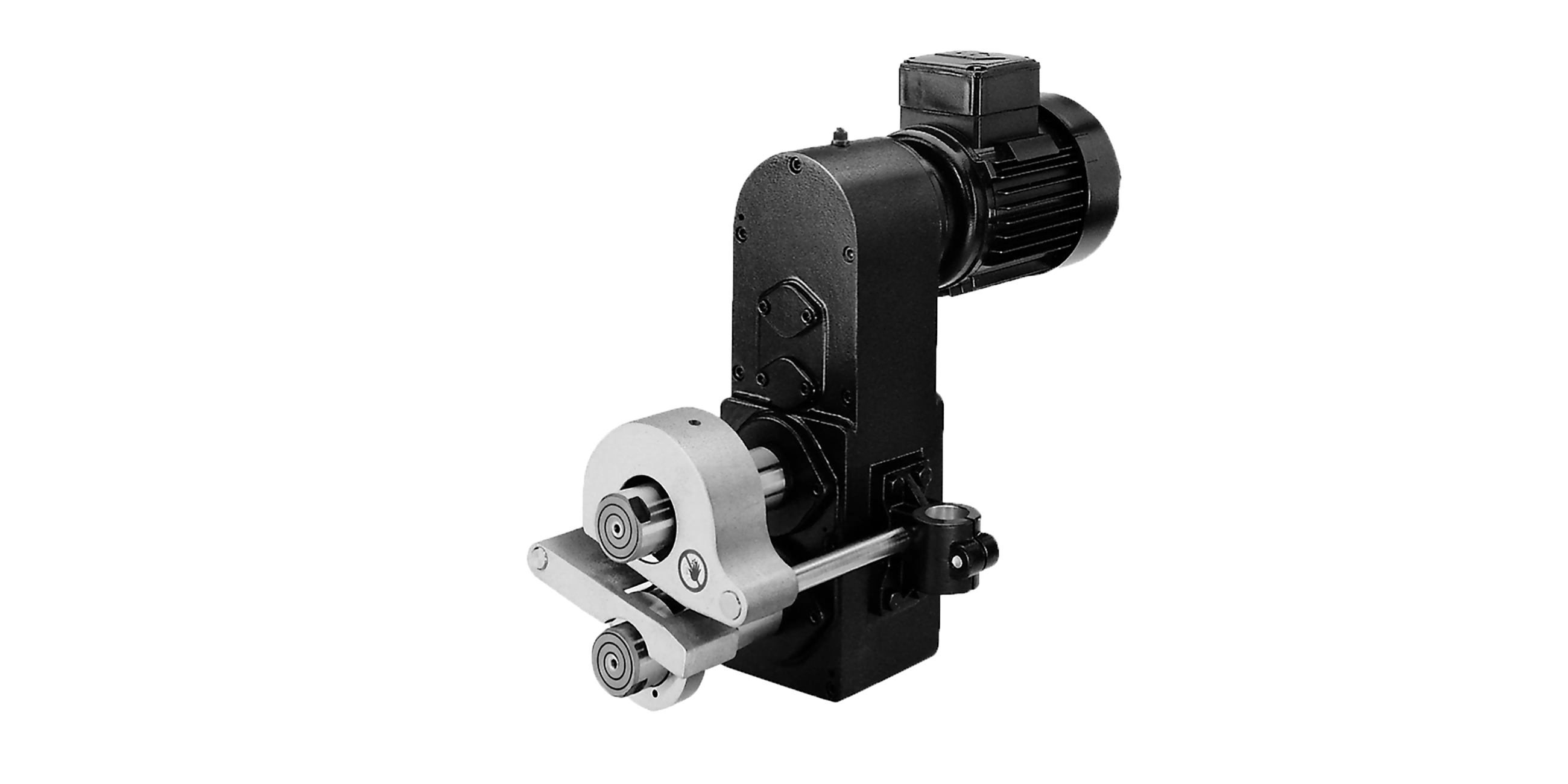
เพลาวัดด้านบนและด้านล่างถูกขับจากมอเตอร์สามเฟสผ่านเกียร์เฟืองหลายชั้น อัตราการทดของเกียร์แบบต่าง ๆ หรือการใช้งานชุดขับสามเฟสที่ควบคุมด้วยความถี่ช่วยให้ทำการปรับความเร็วในการตัดที่ต่อเนื่องให้เข้ากับความเร็วในการผลิตที่ต้องการ
พื้นที่การใช้งาน
ขอบเขตการใช้งานส่วนใหญ่ของ Schneidtechnik คือโรงงานผลิตสำหรับรางกระดาษ ฟิล์ม สิ่งทอ พรม ขนสัตว์ และสักหลาด การติดตั้งระบบการตัดส่วนใหญ่จะอยู่หลังขั้นสุดท้ายของกระบวนการก่อนการม้วนเข้า
การประยุกต์ใช้งาน
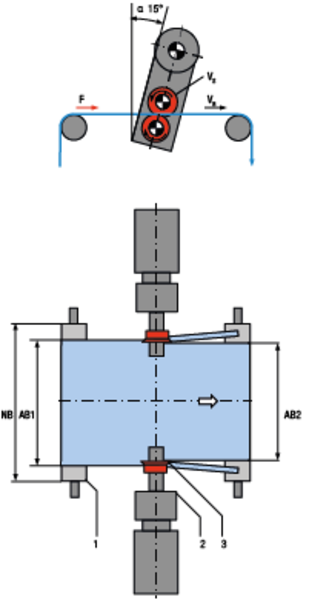
สามารถติดตั้งตัวแยกรางสำหรับการเคลื่อนที่ของรางในแนวนอนและแนวตั้ง สำหรับตำแหน่งที่เหมาะสมที่สุดคือเอียงตัวแยกราง 15° ความเร็วในการตัดของระบบตัดควรอยู่ระหว่างประมาณ 5 ถึง 10 % ที่มากกว่าความเร็วของราง การควบคุมการเคลื่อนที่ของรางก่อนอุปกรณ์ตัดปรับการตัดให้เหมาะสมที่สุดและป้องกันการเคลื่อนที่ของรางจากการตัด
คำบรรยาย
1 = ลูกกลิ้งนำทาง | 2 = ไดรฟ์สามเฟส | 3 = ภาพเงา | α = มุมเอียง | AB1 = ความกว้างการทำงาน | AB2 = ความกว้างหลังตัดขอบ | NB = ความกว้างที่ระบุ | F = แรงราง | VB = ความเร็วราง |VS = ความเร็วตัด